

- English
 Español
Español Português
Português русский
русский Français
Français 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

Eight Laser Welding Processes in Automobile Body Manufacturing
2023-09-15
Laser welding technology, as an advanced welding technology for opto electromechanical integration, has advantages such as high energy density, fast welding speed, low welding stress and deformation, and good flexibility compared to traditional automotive body welding technology.
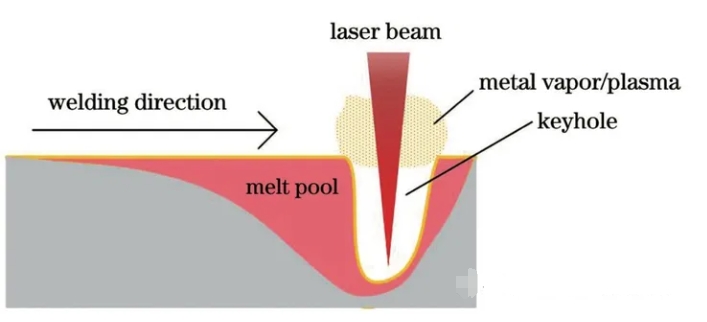
Laser deep penetration welding process for automotive body
The principle of laser deep penetration welding process (Figure 1) is as follows: When the laser power density reaches a certain level, the material surface undergoes gasification, thereby forming keyholes. When the metal vapor pressure inside the hole reaches a dynamic balance with the static pressure and surface tension of the surrounding liquid, the laser can be irradiated to the bottom of the hole through the keyhole, forming a continuous weld seam with the movement of the laser beam.
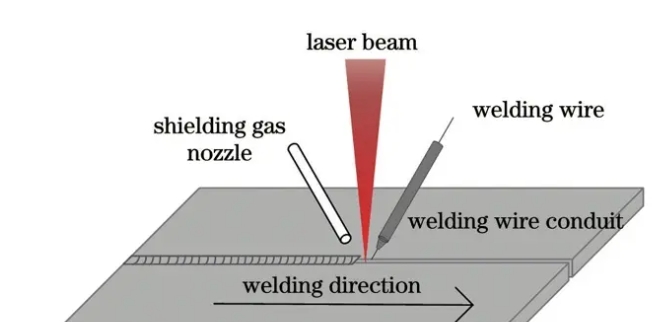
Laser wire filling welding process for automobile body
The principle of laser wire filling welding process is as follows: a welding joint is formed by pre filling specific welding wires into the weld seam or synchronously feeding welding wires during the laser welding process. Equivalent to inputting approximately homogeneous welding wire material into the weld pool during laser deep penetration welding.
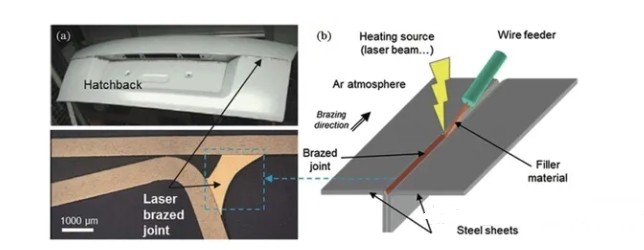
Laser brazing process for automotive body
The principle of laser brazing process is as follows: using a laser as a heat source, the laser beam is focused and irradiated on the surface of the welding wire. The welding wire melts, and the melted welding wire drips and fills between the workpiece to be welded. Metallurgical effects such as melting and diffusion occur between the brazing material and the workpiece, thereby achieving the connection of the workpiece.
Laser arc composite welding process for automotive body
The principle of laser arc composite welding process is as follows: two heat sources, laser and arc, are used to simultaneously act on the surface of the workpiece to be welded, and the workpiece is melted and solidified to form a weld seam. Figure 4 is a schematic diagram of the laser arc composite welding process. Laser arc composite welding combines the advantages of laser welding and arc welding.
Laser spot welding process
The basic principle of laser spot welding is to focus the laser beam on a certain point on the part to be welded, causing the metal at that point to instantly melt. By adjusting the laser density, thermal conductivity welding or deep penetration welding effects are achieved. When the laser beam stops working, the liquid metal flows back and solidifies to form a joint.
Laser swing welding process
Laser swing welding is a new type of laser welding technology proposed in recent years, which has received widespread attention. The implementation principle of this technology is: by integrating a galvanometer group on the laser welding head, the laser beam can swing quickly, orderly, and in a small range, thereby achieving the effect of stirring while moving forward during laser welding.
Multi laser beam welding process
A large number of galvanized high-strength steel materials are used in car bodies. The multi laser beam welding process can improve the evaporation behavior of zinc vapor and the dynamic behavior of the molten pool during the welding process of galvanized steel plates, improve the splashing problem, and enhance the tensile strength of welds.
Laser flying welding process
Laser flying welding technology is a new type of laser welding technology with high welding efficiency and autonomous design of welding trajectory. The basic principle is that when a laser beam is incident on the X and Y mirrors of the scanning mirror, the angle of the mirror is controlled through autonomous programming to achieve the deflection of the laser beam at any angle.
Summary and Outlook
With the development of the automotive industry, future body welding technology will continue to develop in both welding processes and intelligent technologies.

We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy